About Us
Home > About Us

Company Profile
Peptidesonsale is a company founded in 2010, and specialized in peptide-based active pharmaceutical ingredients research, manufacturing and export.
We provide high-quality peptides for scientific research and development that are pure, potent, stable, and safe. Research peptides are indispensable chemical tools in the fields of biology, drug development, and biotechnology. They are short-chain polymers composed of 2 to 50 amino acids, whose main function is to mimic, interfere with, or enhance the behavior of natural proteins in organisms.
Peptide products can be categorized into four main types based on their origin or biological function: First, natural peptides and hormone mimics: mimicking signaling molecules in the human body, such as Tirzepatide; Second, antimicrobial peptides (AMPs), peptides that exert their effects by disrupting bacterial cell membranes, a hot topic in research on drug-resistant bacteria, such as Cecropins; Third, antitumor peptides (ACPs), directly inducing cancer cell death or acting as drug carriers, such as Carfilzomib; Fourth, cosmetic and regenerative peptides: commonly used in skin repair and anti-aging research, such as Copper Peptide (GHK-Cu) and Matrixyl (Palmitoyl Pentapetide-4).
Our production has transformed from a “manual workshop” style to a “high-throughput, green” approach. From the initial liquid-phase synthesis (LPPS) alone, we later combined solid-phase synthesis (SPPS) and biosynthesis (recombinant expression/enzymatic methods).
Our SPPS incorporates microwave-assisted synthesis (shortening reaction time) and high-throughput automated synthesizers, making the synthesis of long peptides containing dozens of amino acids highly efficient. Biosynthesis utilizes E. coli or yeast for fermentation, significantly reducing costs and aligning more closely with the “green chemistry” trend (reducing the use of organic solvents). This results in the current mass production process and capacity that combines stability and environmental friendliness.
Currently, the peptide industry is experiencing a boom, especially with weight-loss and hypoglycemic drugs like Semaglutide driving the reshaping of the global industry chain. Countries around the world have raised higher requirements for impurity control and immunogenicity evaluation of generic peptide drugs. As a professional company, we possess several core advantages: First, we have increased purity from 90%. The efficiency has been improved to over 99.5%, enabling industrial-scale separation at the kilogram or even ton level. Secondly, it possesses technological advantages in synthesizing non-natural amino acids, fluorescent labeling, isotope labeling, or long-chain fatty acid side-chain modification. Thirdly, it has production lines that meet FDA/EMA standards, an essential prerequisite for securing orders from multinational pharmaceutical companies. What’s more, we can provide customized peptide products, you just need provide the sequence and we will quickly calculate the delivery time and cost.
Because of the bulk quantity of raw materials we purchase and our proximity to the source, we can keep costs low without sacrificing quality. In addition, we have implemented solvent recovery systems to further reduce manufacturing costs up to 50% on our large commercial scale, at the same time reducing our solvent waste in an effort to apply sustainable or green chemistry.
Whether you need a peptide for early research, a new chemical entity (NCE) in clinical trials, a peptide API for commercial production, or analytical development and validation services, we would be happy to be your partner.
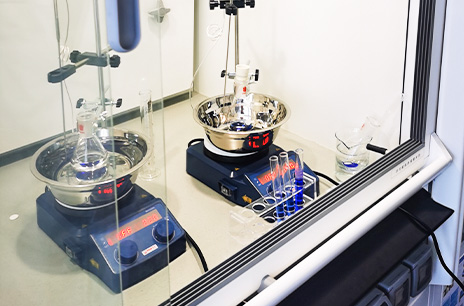
Production Equipment
At our manufacturing facility, we operate advanced peptide production equipment designed to ensure high purity, stability, and batch consistency. Our workshop is equipped with modern synthesis systems, purification equipment and precision analytical instruments to support efficient peptide manufacturing from small-scale research quantities to large commercial production. Combined with strict quality control procedures and experienced technical teams, our production equipment helps guarantee reliable product quality for research, cosmetic, and healthcare applications.